दृश्य: 244 लेखक: साइट संपादक प्रकाशन समय: 2019-08-14 उत्पत्ति: साइट







1). आयाम ड्रिल व्यास प्रासंगिक आयामी मानकों में दर्शाए गए मान ट्विस्ट ड्रिल के व्यास के संबंध में लागू होते हैं।
परीक्षण बिंदु: कोनों पर भूमि पर, (चित्र I देखें) 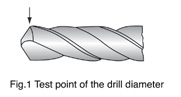
परीक्षण उपकरण: माइक्रोमीटर
व्यास का पतला होना: ट्विस्ट ड्रिल का व्यास आमतौर पर बांसुरी के क्षेत्र में ड्रिल टिप से शैंक की ओर कम हो जाता है।
परीक्षण मान: 100 मिमी की लंबाई पर व्यास पर टेपर 0.02 से 0.08 मिमी तक होता है।
परीक्षण बिंदु: भूमि पर बाहरी व्यास पर।
परीक्षण उपकरण: माइक्रोमीटर और संकेतक मापने के उपकरण।
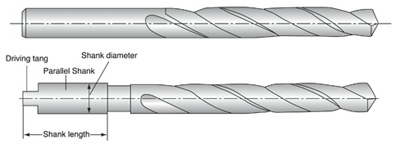
समानांतर शैंक: शैंक व्यास f11 के लिए सहनशीलता, गोलाई के लिए सहनशीलता और शैंक की लंबाई के लिए समानांतरता 0.02 मिमी।
संकेंद्रितता सहनशीलता (त्रि.) ट्विस्ट ड्रिल की संकेंद्रितता सहनशीलता(त्रि.) की गणना समीकरण से की जाती है।
Tr=O.03+O.O1 1/d
जिसमें I कुल लंबाई है और d ड्रिल का व्यास है (मिमी में सभी आयाम)
लंबाई: कुल लंबाई के लिए लंबाई की सहनशीलता DIN 7168 भाग 1 के अनुसार बहुत मोटे सटीकता की डिग्री से मेल खाती है। प्रासंगिक आयामी स्टैंड में दी गई बांसुरी की लंबाई न्यूनतम आयाम हैं।
बिंदु कोण: परीक्षण मान: σ=118°;σ135°
परीक्षण बिंदु: काटने वाले किनारों पर (चित्र 2 देखें)
परीक्षण उपकरण: माप उपकरणों को इंगित करने वाला यूनिवर्सल बेवल प्रोट्रैक्टर। 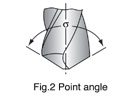
2). सामग्री और कठोरता सामग्री: एम2; एम35आई एम42; F4341; 93410आर4341;
कठोरता: एचएसएस एचआरसी63-66
एचएसएससीओ एचआरसी64-68
परीक्षण बिंदु: भूमि या निकटवर्ती राहत भूमि पर बाहरी व्यास पर।
परीक्षण उपकरण: कठोरता परीक्षक।
3). बनाना: 3 मिमी और उससे ऊपर के व्यास वाले ट्विस्ट ड्रिल को निम्नलिखित के साथ चिह्नित किया जाएगा:
व्यास
सामग्री: (एचएसएस; एचएसएससीओ;)
निर्माता का नाम या चिह्न।
समझौते द्वारा अतिरिक्त और/या भिन्न अंकन।
4). समानांतर शैंक के साथ ट्विस्ट ड्रिल
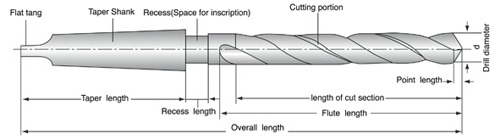
5). टेपर शैंक के साथ ट्विस्ट ड्रिल
6). मोर्स टेपर शैंक्स के सामान्य आयाम
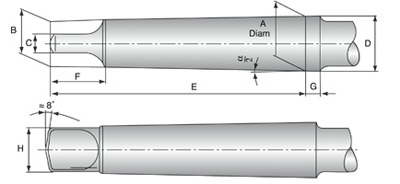
| मोर्स टेपर शैंक | एक मिमी | बी मिमी | सी(एच13) मिमी | डी मिमी | ई मिमी | एफ(अधिकतम) मिमी | जी मिमी | एच(अधिकतम) मिमी | α/2 |
| नंबर 1 | 12.065 | 9 | 5.2 | 12.2 | 62 | 13.5 | 3.5 | 8.7 | 1°25'43 |
| नंबर 2 | 17.780 | 14 | 6.3 | 18.0 | 75 | 16 | 5 | 13.5 | 1°25'50 |
| नंबर 3 | 23.825 | 19.1 | 7.9 | 24.1 | 94 | 20 | 5 | 18.5 | 1°26'16 |
| नं .4 | 31.267 | 25.2 | 11,9 | 31.6 | 117.5 | 24 | 6.5 | 24.5 | 1°29'15 |
| पाँच नंबर | 44.399 | 36.5 | 15.9 | 44.7 | 149.5 | 29 | 6.5 | 35.7 | 1°30'26 |
| नं .6 | 63.348 | 52.4 | 19 | 63.8 | 210 | 40 | 8 | 51 | 1°29'36 |
7). भाग काटना
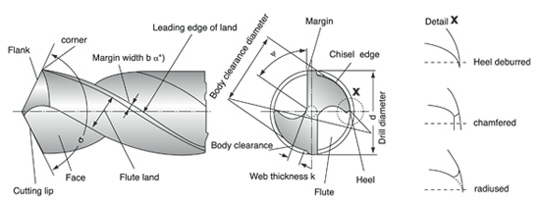
σ= बिंदु कोण (सिग्मा)
ψ = छेनी किनारे का कोण (पीएसआई) *)काटने की तकनीक के संदर्भ में, भूमि की चौड़ाई बी शरीर की निकासी भूमि की चौड़ाई है जो बी
द्वारा होनी है पंखे डीआईएन 6581 देखें।
8). काटने वाले किनारों पर कोण कोने को प्रेक्षित किनारे बिंदु के रूप में अपनाया गया है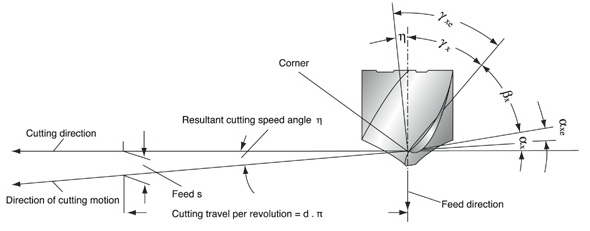
α x = साइड क्लीयरेंस कोण (अल्फा)
α xe = प्रभावी साइड क्लीयरेंस कोण
β x = साइड वेज कोण (बीटा)
γ x = फ्रंट रेक कोण (गामा)
γ xe = वर्किंग फ्रंट रेक कोण
η = परिणामी काटने की गति कोण (eta) क्लीयरेंस कोण α, वेज कोण β और रेक कोण γ को टूल ऑर्थोगोनल प्लेन में मापा जाता है। विवरण के लिए, DIN 6581 देखें, धातु-काटने की तकनीक की परिभाषा; उपकरण किनारे पर ज्यामिति।
9). वेब मोटाई K
परीक्षण मान: चित्र 1 के अनुसार वेब की मोटाई न्यूनतम मान k मिनट से कम नहीं होनी चाहिए। चित्र 2 में दर्शाए गए
परीक्षण बिंदु: ड्रिल के बिंदु पर.
परीक्षण उपकरण: माप बिंदुओं के साथ स्लाइड गेज।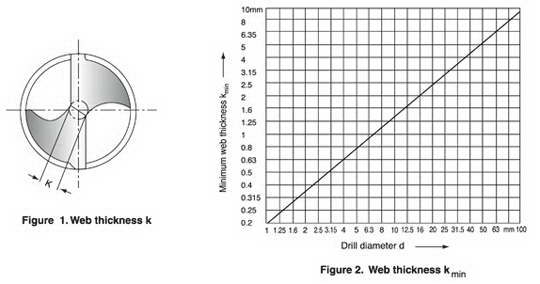
10). मार्जिन चौड़ाई bα
परीक्षण मान: चित्र 3 के अनुसार भूमि की चौड़ाई चित्र 4 में दर्शाए गए सीमित मूल्यों के भीतर होगी
परीक्षण बिंदु: कोने से 5 मिमी पीछे
परीक्षण उपकरण: स्लाइड गेज 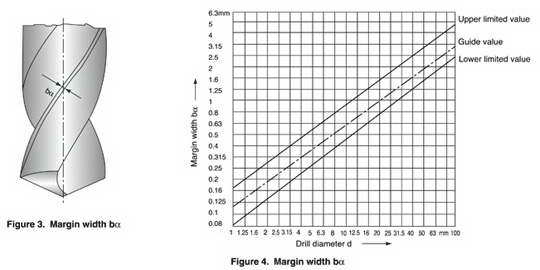
11)। मोड़ अभ्यास पर कोण
(1) साइड रेक कोण γ एफ (हेलिक्स कोण) अनुशंसित परीक्षण मूल्य: डीआईएन 1836 के अनुसार उपकरण प्रकार एन, एच और डब्ल्यू के आधार पर अनुशंसित सीमाएं और चित्र 5 में शामिल ड्रिल का व्यास
परीक्षण बिंदु: कोने पर, चित्र 6
परीक्षण उपकरण देखें: वीडीआई दिशानिर्देश 3331 भाग 1 के अनुसार, अनुभाग मार्जिन चौड़ाई बीα
नोट: साइड रेक कोण γ एफ को के स्थान पर मापा जाता है। ऑर्थोगोनल रेक कोण γ o वेज मापने वाले विमान में पाया जाता है (DIN 6581 देखें), क्योंकि यह काटने के किनारे के साथ बदलता है (ड्रिल के बिंदु की ओर छोटा होता जा रहा है)
(2) बिंदु कोण σ
परीक्षण मान: उपकरण प्रकार N और H के लिए सामान्य निष्पादन: σ = 118°, उपकरण प्रकार W के लिए: σ = 130°
परीक्षण बिंदु: काटने पर, चित्र 7 देखें।
परीक्षण उपकरण: वीडीआई दिशानिर्देश 3331 भाग 1 के अनुसार, अनुभाग मार्जिन चौड़ाई बी α
12)। ट्विस्ट ड्रिल को फिर से तेज़ करना
(1) ड्रिल अनियमित रूप से खराब हो जाती है। इसे अत्यधिक घिसाव में विकसित होने से पहले तेज किया जाना चाहिए। (2) पुनः तेज करना
① अपने आवेदन के अनुरूप सही बिंदु कोण पीसें। (चित्र 8)
② जांचें कि दोनों काटने वाले होंठों का कोण समान है। 130° बिंदु पर, प्रत्येक होंठ अक्ष की ओर 65° होना चाहिए। बिंदु केंद्र पर होना चाहिए, अर्थात छेनी की धार समान लंबाई के कटे हुए होंठ बनाने चाहिए। (चित्र 8)
③ प्राथमिक राहत और माध्यमिक निकासी को पीसें, (चित्र 9)
④ वेब को पतला करके पीसें। (चित्र 10)
13)। वेब थिनिंग
(1) बिना पतला किये
सामान्य प्रयोजन की ड्रिल के लिए उपयुक्त। पतली वेब मोटाई के कारण, वेब को पतला करने की आवश्यकता नहीं है।
यह बिना वेब थिनिंग प्रकार के हल्के स्टील, मिश्र धातु स्टील्स, कच्चा लोहा, स्टेनलेस स्टील, टाइटेनियम, इनकोनेल, आदि और पारंपरिक काटने की स्थिति के लिए ड्रिल के डिजाइन पर लागू होता है।
(2) टाइप सी थिनिंग (डीआईएन 1412 फॉर्म सी, स्प्लिट पॉइंट)
क्योंकि स्प्लिट पॉइंट
ड्रिलिंग करते समय अच्छी सेंटरिंग सक्षम बनाता है और चिप्स को तोड़ता है, चिप हटाना आसान होता है।
उच्च कठोर सामग्री में ड्रिल डिजाइन के लिए उपयुक्त, यानी, गर्मी से उपचारित स्टील, टाइटेनियम मिश्र धातु, स्टेनलेस स्टील, इंकोरॉय इनकोनल, निमोनिक, आदि।
(3) टाइप आर थिनिंग (HEI.ICAL थिनिंग)
हेलिकल थिनिंग बार-बार चिप टूटने और हटाने को सुनिश्चित करती है। काटने वाले किनारों और पेचदार पतले भागों की अलग-अलग दिशा वाली शक्ति चिप्स को घुमाने, तोड़ने और बांसुरी के माध्यम से निकालने में सक्षम बनाती है। इसके अलावा हेलिकल थिनिंग चिप रूम को केंद्र तक बनाती है, छेनी को हटा देती है और अच्छी सेंटरिंग सक्षम बनाती है। (4) टाइप ए थिनिंग (DIN1412 फॉर्म ए)
ए टाइप थिनिंग पतली छेनी, अच्छी चिप हटाने और अनुकूल सेंटरिंग बनाती है।
यह प्रकार थिनिंग को पीसने का सबसे आसान प्रकार है। संकीर्ण वेब और चौड़ी बांसुरी वाली ड्रिल में, कठोरता को बनाए रखना और चिकनी चिप को हटाना संभव है। (5) टाइप बी थिनिंग (डीआईएन1412 फॉर्म बी)
कम काटने के प्रतिरोध और अच्छी चिप हटाने वाली कार्य सामग्री के मामले में, यानी, कच्चा लोहा, एल्यूमीनियम, प्लास्टिक आदि, बी टाइप थिनिंग उपयुक्त है।
विशेष रूप से जब उच्च कठोर स्टील्स के लिए ड्रिल डिज़ाइन किए जाते हैं, तो इस प्रकार का उपयोग रेक कोण को कम करने और कटे हुए होंठों को फटने से बचाने के लिए किया जाता है।