وجهات النظر: 244 المؤلف: محرر الموقع النشر الوقت: 2019-08-14 الأصل: موقع







1). أبعاد قطر الحفر القيم الموضحة في المعايير الأبعاد ذات الصلة تنطبق فيما يتعلق بقطر التدريبات الملتوية.
نقطة الاختبار: على الأراضي في الزوايا ، (انظر الشكل. 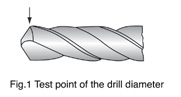
معدات الاختبار: عادةً ما
يقلل قطر ميكرومتر من القطر: عادة ما يقل قطر تدريبات التواء من طرف الحفر باتجاه الساق في منطقة المزامير.
قيم الاختبار: يصل تفتق على القطر إلى 0.02 إلى 0.08 مم على طول 100 مم.
نقطة الاختبار: في القطر الخارجي على الأرض.
معدات الاختبار: الميكرومتر والإشارة إلى أدوات القياس.
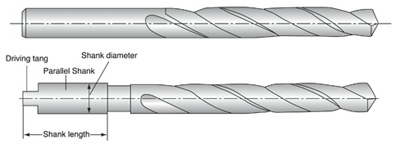
شانك الموازي: التسامح مع قطر عرقلة F11 ، التسامح مع الدائرة والموازاة 0.02 ملم لطول سترانك.
تحمل التركيز (tr.) يتم حساب التسامح التركيز (tr.) من تدريبات الملتوية من المعادلة.
Tr = O.03+O.O1 1/D
الذي يكون فيه الطول الإجمالي و D قطر الحفر (جميع الأبعاد في ملم)
: إن التسامح مع الطول الكلي يتوافق مع درجة الدقة الخشنة للغاية وفقًا لـ DIN 7168 الجزء 1. أطوال الفلوت الواردة في مواقف الأبعاد ذات الصلة هي أبعاد الحد الأدنى.
زاوية النقطة: قيمة الاختبار: σ = 118 ° ؛ σ135 °
نقطة الاختبار: عند حواف القطع (انظر الشكل 2)
معدات الاختبار: المنقلة الشطبة العالمية التي تشير إلى أدوات القياس. 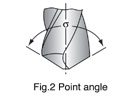
2). المواد والمواد الصلابة: M2 ؛ M35i M42 ؛ F4341 ؛ 93410R4341 ؛
الصلابة: HSS HRC63-66
HSSCO HRC64-68
نقطة الاختبار: على القطر الخارجي على الأرض أو الأراضي المجاورة.
معدات الاختبار: اختبار الصلابة.
3). صنع: تويست تدريبات بقطر 3 مم وما إلى الأعلى يجب وضع علامة على: مادة
القطر
: (HSS ؛ HSSCO ؛)
اسم أو علامة الشركة المصنعة.
علامات إضافية و/أو مختلفة بالاتفاق.
4). تويست تدريبات مع ساق متوازي
5). تويست تدريبات مع عرقلة تفتق
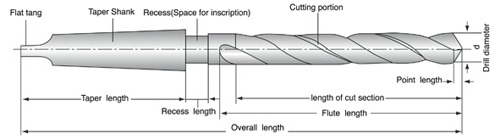
6). الأبعاد العامة لمورس تفتق شانكس
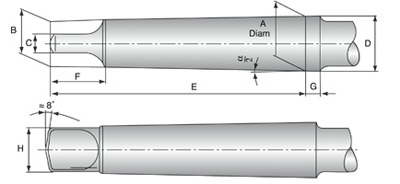
| Morse Taper Shank | م | ب مم | C (H13) مم | د م | هـ م | و (كحد أقصى) م | ز | ح (كحد أقصى) مم | α/2 |
| رقم 1 | 12.065 | 9 | 5.2 | 12.2 | 62 | 13.5 | 3.5 | 8.7 | 1 ° 25'43 |
| رقم 2 | 17.780 | 14 | 6.3 | 18.0 | 75 | 16 | 5 | 13.5 | 1 ° 25'50 |
| رقم 3 | 23.825 | 19.1 | 7.9 | 24.1 | 94 | 20 | 5 | 18.5 | 1 ° 26'16 |
| رقم 4 | 31.267 | 25.2 | 11،9 | 31.6 | 117.5 | 24 | 6.5 | 24.5 | 1 ° 29'15 |
| رقم 5 | 44.399 | 36.5 | 15.9 | 44.7 | 149.5 | 29 | 6.5 | 35.7 | 1 ° 30'26 |
| رقم 6 | 63.348 | 52.4 | 19 | 63.8 | 210 | 40 | 8 | 51 | 1 ° 29'36 |
7). جزء القطع
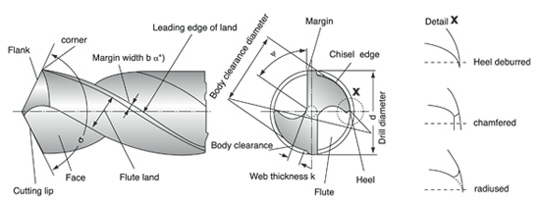
σ = زاوية النقطة (Sigma)
ψ = زاوية حافة الإزميل (PSI)
*) في سياق تقنية القطع ، فإن عرض الأرض B هو عرض الأرض لتخليص الجسم الذي يجب أن يكون بواسطة B Fan See Din 6581.
8). زاوية عند حواف القطع تم تبني الزاوية كنقطة الحافة المرصودة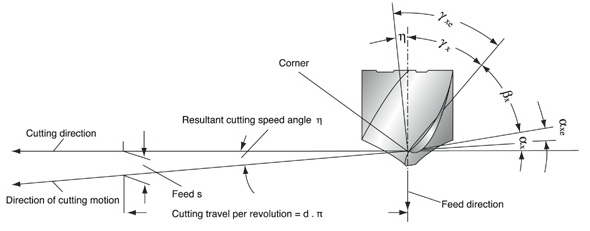
α x = زاوية الخلوص الجانبي (alpha)
α xe = زاوية التخليص الجانبي الفعال
β x = زاوية إسفين جانبية (بيتا)
γ x = زاوية أشعل النار (gamma)
γ xe الأمامية
= زاوية Rake Angle η الناتجة عن العمل. للحصول على التفاصيل ، راجع DIN 6581 ، تعريفات تقنية قطع المعادن ؛ الهندسة على حافة الأداة.
9). سمك الويب ك
قيم الاختبار: لا يجب أن يكون سمك الويب وفقًا للشكل 1 أقل من القيمة الدنيا K min المشار إليها في الشكل 2.
نقطة الاختبار: عند نقطة الحفر.
معدات الاختبار: مقياس الشريحة مع نقاط القياس.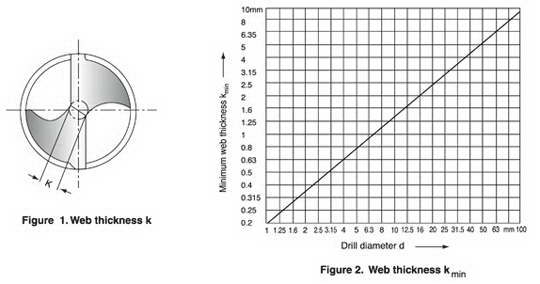
10). عرض الهامش Bα
قيم الاختبار: عرض الأرض كما في الشكل 3 يجب أن يكمن ضمن القيم المقيدة في الشكل 4
نقطة الاختبار: 5 مم خلف معدات اختبار الزاوية
: مقياس الشريحة 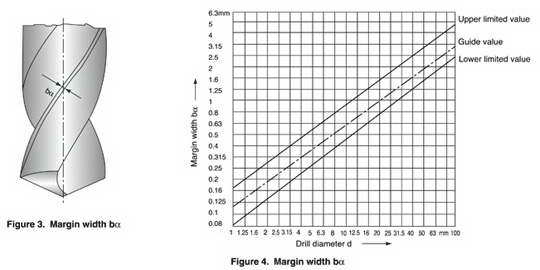
11). زاوية على تدريبات تويست
(1) زاوية أشعل النار الجانبية γ F (زاوية اللولب) قيمة الاختبار الموصى بها: التدريبات المدرجة في
النطاقات الموصى بها اعتمادًا على أنواع 5
الأدوات N و H و DIN 1836
. وقطر W وفقًا لـ الشكل الزاوية γ O الموجودة في مستوى قياس الإسفين (انظر DIN 6581) ، حيث يتغير هذا على طول حافة القطع (يصبح أصغر نحو نقطة الحفر)
(2) زاوية النقطة σ
قيمة الاختبار: التنفيذ المعتاد لأنواع الأدوات N و H: σ = 118 ° ، لنوع الأداة W: σ = 130 °
نقطة الاختبار: راجع الشكل 7.
معدات الاختبار: وفقًا للمبادئ التوجيهية VDI 3331 الجزء 1 ، عرض هامش القسم B α
12). إعادة التخلص من التدريبات تويست
(1) يتم ارتداء التدريبات بشكل غير منتظم. يجب أن يكون شحذًا قبل النمو إلى تآكل مفرط. (2) إعادة التحويل
① طحن زاوية النقطة الصحيحة لتناسب تطبيقك. (الشكل 8)
② تحقق من أن كلا من شفاه القطع لهما نفس الزاوية. على نقطة 130 درجة ، يجب أن تكون كل شفة 65 درجة نحو المحور. يجب أن تكون النقطة في الوسط ، يجب أن تنتج حافة الإزميل شفاه قطع ذات طول متساوٍ. (الشكل 8)
③ طحن الإغاثة الأولية والتخليص الثانوي ، (الشكل 9)
④ طحن ترقق الويب (الشكل 10)
13). ترقق الويب
(1) بدون ترقق
مناسبة لحفر الغرض العام. بفضل سماكة الويب الرقيقة ، لا يلزم ترقق الويب.
يتم تطبيق هذا بدون نوع ترقق على شبكة الإنترنت لتصميم التدريبات على الفولاذ الطري ، وسبائك الفولاذ ، والحديد الزهر ، والفولاذ المقاوم للصدأ ، والتيتانيوم ، و inconel ، وما إلى ذلك وظروف القطع التقليدية.
(2) ترقق النوع C (DIN 1412 النموذج C ، نقطة الانقسام)
لأن نقطة الانقسام تتيح التركيز الجيد
عند الحفر وكسر الرقائق ، فإن عمليات إزالة الرقائق سهلة.
مناسبة لتصميم الحفر في مواد صعبة عالية الصلابة ، أي الصلب المعالج بالحرارة ، سبيكة التيتانيوم ، الفولاذ المقاوم للصدأ ، incoroy incoroy ، nimonic ، وما إلى ذلك
(3) من النوع r ترقق (Hei.ical Bloof)
التخفيف الحلزوني لتكسير الشريحة وإزالته المتكررة. تتيح قوة الاتجاه المختلفة لحواف القطع وأجزاء ترقق الحلزونية أن تتجعد الرقائق والكسر والإزالة من خلال المزامير. بالإضافة إلى ذلك ، يجعل الترقق الحلزوني غرفة الرقائق حتى الوسط ، وإزالة الإزميل وتمكين التركيز الجيد. (4) اكتب ترقق (نموذج DIN1412 أ)
النوع يصنع إزميلًا رفيعًا وإزالة رقاقة جيدة وتوسيط مواتية.
هذا النوع هو أسهل نوع لطحن الترقق. في الشبكة الضيقة والتدريبات المزرقة الواسعة ، من الممكن الحفاظ على الصلابة وإزالة الشريحة الملساء. (5) ترقق النوع B (DIN1412 النموذج B)
في حالة مواد العمل ذات المقاومة المنخفضة للقطع وإزالة الرقائق الجيدة ، IE ، الحديد الزهر ، الألومنيوم ، البلاستيك وما إلى ذلك ، ترحيل النوع B مناسب.
خاصة عند تصميم التدريبات من الفولاذ المتصلع ، يتم تطبيق هذا النوع لتقليل زاوية أشعل النار وتجنب تقطيع الشفاه.