Visualizações: 244 Autor: Editor de sites Publicar Tempo: 2019-08-14 Origem: Site







1). DIMENSÕES DIâmetro da broca Os valores indicados nos padrões dimensionais relevantes se aplicam em relação ao diâmetro dos exercícios de torção.
Ponto de teste: nas terras nos cantos (veja fig.l) 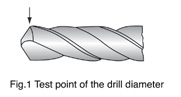
Equipamento de teste: Micômetro
Apulsão de diâmetro: O diâmetro dos exercícios de torção geralmente reduz da ponta da broca em direção à haste na área das flautas.
Valores do teste: o duplicação no diâmetro é de 0,02 a 0,08 mm em um comprimento de 100 mm.
Ponto de teste: no diâmetro externo da terra.
Equipamento de teste: micrômetro e indicando instrumentos de medição.
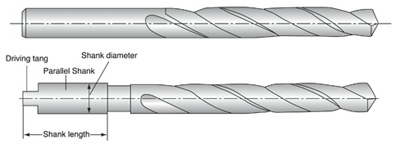
Haste paralela: tolerância ao diâmetro de haste F11, tolerância à redondeza e paralelismo 0,02mm para o comprimento da haste.
A tolerância à concentricidade (tr.) A tolerância à concordância (tr.) Da broca de torção é calculada a partir da equação.
TR = O.03+O.O1 1/D,
no qual I é o comprimento total e D o diâmetro da broca (todas as dimensões em mm)
Comprimento: a tolerância do comprimento para o comprimento total corresponde ao grau de precisão muito grosso de acordo com as dimensões mínimas do DIN 7168.
Ângulo de ponto: Valor do teste: σ = 118 °; σ135 °
Ponto de teste: nas bordas de corte (ver Fig.2)
Equipamento de teste: Transferidor de chanfro universal indicando instrumentos de medição. 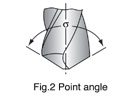
2). Materiais e Diosidade Materiais: M2; M35i M42; F4341; 93410R4341;
Drazidade: HSS HRC63-66
HSSCO HRC64-68
Ponto de teste: no diâmetro externo na terra ou na terra aliviada adjacente.
Equipamento de teste: testador de dureza.
3). Fazendo: Twist Brills com diâmetro 3mm e para cima devem ser marcados com: Material
de diâmetro
: (HSS; Hssco;)
Nome ou marca do fabricante.
Marcação adicional e/ou diferente por acordo.
4). Broca de torção com haste paralela
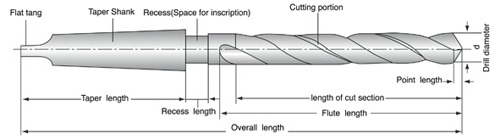
5). Broca de torcer com haste de cônica
6). Dimensões gerais de Morse diminuem as hastes
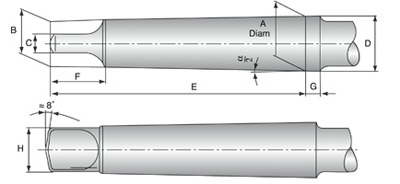
| Morse diminui a haste | A mm | B mm | C (H13) mm | D mm | E mm | F (máx.) MM | G mm | H (máx.) MM | α/2 |
| No.1 | 12.065 | 9 | 5.2 | 12.2 | 62 | 13.5 | 3.5 | 8.7 | 1 ° 25'43 |
| No.2 | 17.780 | 14 | 6.3 | 18.0 | 75 | 16 | 5 | 13.5 | 1 ° 25'50 |
| No.3 | 23.825 | 19.1 | 7.9 | 24.1 | 94 | 20 | 5 | 18.5 | 1 ° 26'16 |
| No.4 | 31.267 | 25.2 | 11,9 | 31.6 | 117.5 | 24 | 6.5 | 24.5 | 1 ° 29'15 |
| No.5 | 44.399 | 36.5 | 15.9 | 44.7 | 149.5 | 29 | 6.5 | 35.7 | 1 ° 30'26 |
| No.6 | 63.348 | 52.4 | 19 | 63.8 | 210 | 40 | 8 | 51 | 1 ° 29'36 |
7). Parte de corte
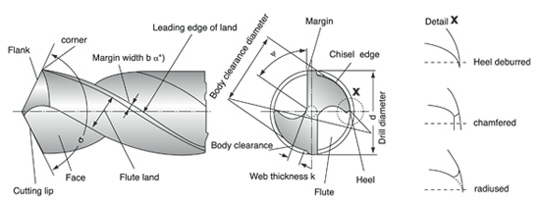
σ = ângulo de ponto (sigma)
ψ = ângulo da borda do cinzel (psi)
*) No contexto da tecnologia de corte, a largura da terra b é a largura da terra de liberação corporal que deve ser do ventilador B Ver DIN 6581.
8). Ângulo nas bordas de corte O canto foi adotado como o ponto de borda observado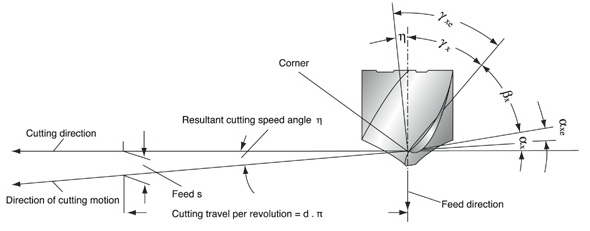
α x = ângulo de depuração lateral (alfa)
α xe = ângulo de folga lateral eficaz
β x = ângulo de cunha lateral (beta)
γ x = ângulo de ancinho dianteiro (gama)
γ xe = ângulo
de ancinho frontal η = ângulo de corte resultante (eta) ângulo de medição α. Para detalhes, consulte DIN 6581, Definições de tecnologia de corte de metal; Geometria na borda da ferramenta.
9). Espessura da Web k
Valores do teste: a espessura da Web de acordo com a Fig.1 não deve ser menor que o valor mínimo k min indicado na Fig.2.
Ponto de teste: no ponto da broca.
Equipamento de teste: medidor de deslizamento com pontos de medição.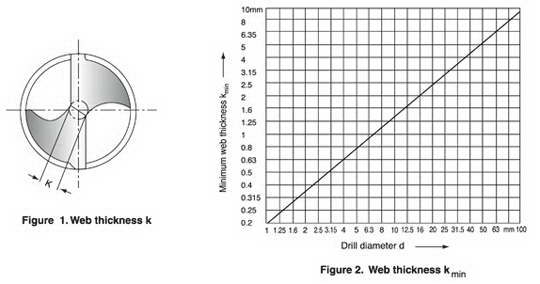
10). Largura da margem Bα
Valores do teste: a largura da terra como na Fig.3 deve estar dentro dos valores limitantes indicados na Fig.4
Ponto de teste: 5 mm atrás do
equipamento de teste de canto: medidor de slide 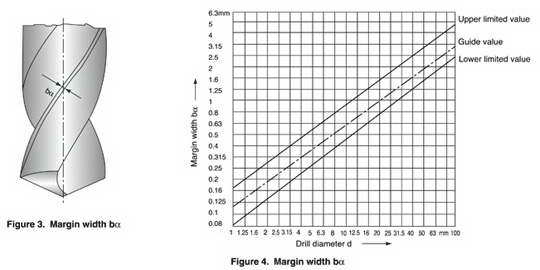
11). Ângulo em brocas de torção
(1) ângulo de ancinho lateral γ f (ângulo de hélice) Valor do teste recomendado: recomendadas, dependendo dos tipos de ferramentas n, H e W de acordo com o DIN 1836 e o diâmetro da broca incluída na Fig.5
: na canto, veja a
teste Ponto
variações de . fig ângulo de ancinho γ o encontrado no plano de medição de cunha (consulte DIN 6581), pois isso muda ao longo da aresta de corte (tornando -se menor no ponto da broca)
2) ângulo de ponto σ
Valor do teste: Execução usual para tipos de ferramentas n e h: σ = 118 °, para o tipo de ferramenta w: σ = 130 °
Teste de teste: (
Equipamento de teste: de acordo com a Diretriz do VDI 3331 Parte 1, largura da margem da seção B α
12). Reabilitação de reviravolta em reorganização
(1) exercícios são usados irregularmente. Deve ser afiado antes de se transformar em desgaste excessivo. (2) re-sharpening
① Moa o ângulo de ponto correto para se adequar à sua aplicação (Figura 8)
② Verifique se os dois lábios de corte têm o mesmo ângulo. Em um ponto de 130 °, cada lábio deve ser de 65 ° em direção ao eixo. O ponto deve estar no centro, a borda do cinzel deve produzir lábios de corte de igual comprimento. (Figura 8)
③ RIAMENTO PRIMÁRIO DE RESIMENTO E SECENÁRIO (Figura 9)
④ Retornamento da rede de moagem (Figura 10)
13). Desbaste da web
(1) Sem o afinamento
adequado para a perfuração de fins gerais. Graças à espessura fina da web, o afinamento da web não é necessário.
Este tipo de desbaste na web é aplicado ao design de exercícios para aço macio, aços de liga, ferro fundido, aço inoxidável, titânio, inconvenção, etc. e condições de corte convencionais.
(2) O afinamento do tipo C (DIN 1412 Formulário C, ponto de divisão)
porque o ponto de divisão permite uma boa centralização
ao perfurar e quebra as fichas, as remoções de chips são fáceis.
Adequado para o projeto de perfuração em materiais resistentes endurecidos, ou seja, aço tratado térmico, liga de titânio, aço inoxidável, incoroy Inconel, nimonic, etc.
(3) desbaste ri (afinamento HEI.ical)
Heliconning Helical garante a quebra e a remoção frequentes de chip. A força de direção diferente das bordas de corte e as peças de afinamento helicoidal permite que os chips se enrolem, quebrem e removam através das flautas. Além disso, o afinamento helicoidal torna a sala de chip no centro, remova o cinzel e permite uma boa centralização. (4) Tipo um desbaste (DIN1412 Formulário A)
Um desbaste do tipo produz cinzel fino, boa remoção de chips e centralização favorável.
Este tipo é o tipo mais fácil para moer o afinamento. Em redes de teia estreita e brocas largas de moto, é possível manter a rigidez e a remoção de chips suaves. (5) Tipo B (DIN1412 Forma B)
Em caso de materiais de trabalho com baixa resistência de corte e boa remoção de chip, ou seja, ferro fundido, alumínio, etc.
Especialmente quando os exercícios para aços altos são projetados, esse tipo é aplicado para diminuir o ângulo do ancinho e evitar lascar os lábios cortando.