Aufrufe: 244 Autor: Site-Editor Veröffentlichungszeit: 14.08.2019 Herkunft: Website







1). Abmessungen Bohrerdurchmesser Für den Durchmesser von Spiralbohrern gelten die in den jeweiligen Maßnormen angegebenen Werte.
Testpunkt: Auf den Flächen an den Ecken (siehe Abb. l) 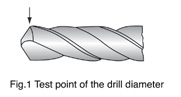
Prüfgerät: Mikrometer
Durchmesserverjüngung: Der Durchmesser von Spiralbohrern verringert sich üblicherweise von der Bohrerspitze zum Schaft hin im Bereich der Spannuten.
Prüfwerte: Die Durchmesserverjüngung beträgt 0,02 bis 0,08 mm auf einer Länge von 100 mm.
Testpunkt: Am Außendurchmesser auf der Fläche.
Prüfgeräte: Mikrometer und anzeigende Messgeräte.
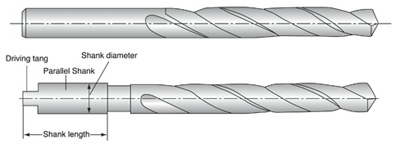
Parallelschaft: Toleranz für Schaftdurchmesser f11, Toleranz für Rundheit und Parallelität 0,02 mm für die Schaftlänge.
Konzentrizitätstoleranz (Tr.) Die Konzentrizitätstoleranz (Tr.) des Spiralbohrers wird aus der Gleichung berechnet.
Tr=O.03+O.O1 1/d
Dabei ist I die Gesamtlänge und d der Durchmesser des Bohrers (alle Maße in mm)
Länge: Die Längentoleranz für die Gesamtlänge entspricht für den Genauigkeitsgrad sehr grob nach DIN 7168 Teil 1. Bei den in den jeweiligen Maßtabellen angegebenen Nutlängen handelt es sich um Mindestmaße.
Spitzenwinkel: Prüfwert: σ=118°; σ135°
Prüfpunkt: An den Schneidkanten (siehe Abb. 2)
Prüfausrüstung: Universal-Winkelmesser mit Anzeigeinstrumenten. 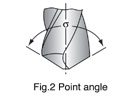
2). Materialien und Härte Materialien: M2; M35i M42; F4341; 93410r4341;
Härte: HSS HRC63-66
HSSCO HRC64-68
Prüfpunkt: Am Außendurchmesser auf der Fläche oder angrenzenden entlasteten Fläche.
Prüfgerät: Härteprüfer.
3). Herstellung: Spiralbohrer mit einem Durchmesser von 3 mm und mehr müssen gekennzeichnet sein mit:
Durchmesser
Material: (HSS;HSSCO;)
Name oder Marke des Herstellers.
Zusätzliche und/oder abweichende Kennzeichnung nach Vereinbarung.
4). Spiralbohrer mit parallelem Schaft
5). Spiralbohrer mit konischem Schaft
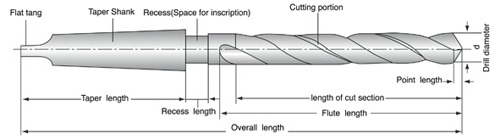
6). Allgemeine Abmessungen von Morsekegelschäften
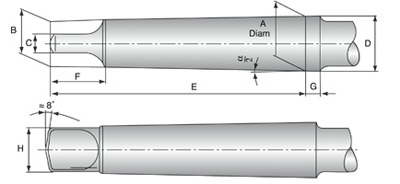
| Morsekegelschaft | Ein mm | B mm | C(h13) mm | D mm | E mm | F(max.) mm | G mm | H(max.) mm | α/2 |
| Nr.1 | 12.065 | 9 | 5.2 | 12.2 | 62 | 13.5 | 3.5 | 8.7 | 1°25'43 |
| Nr. 2 | 17.780 | 14 | 6.3 | 18.0 | 75 | 16 | 5 | 13.5 | 1°25'50 |
| Nr. 3 | 23.825 | 19.1 | 7.9 | 24.1 | 94 | 20 | 5 | 18.5 | 1°26'16 |
| Nr. 4 | 31.267 | 25.2 | 11,9 | 31.6 | 117.5 | 24 | 6.5 | 24.5 | 1°29'15 |
| Nr. 5 | 44.399 | 36.5 | 15.9 | 44.7 | 149.5 | 29 | 6.5 | 35.7 | 1°30'26 |
| Nr. 6 | 63.348 | 52.4 | 19 | 63.8 | 210 | 40 | 8 | 51 | 1°29'36 |
7). Schnittteil
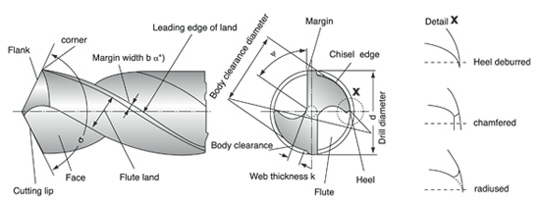
σ= Spitzenwinkel (Sigma)
ψ = Meißelkantenwinkel (psi)
*) Im Zusammenhang mit der Schneidtechnik ist die Stegbreite b die Körperabstandsstegbreite, die bei b- Fächern zu berücksichtigen ist , siehe DIN 6581.
8). Winkel an den Schnittkanten Als beobachteter Kantenpunkt wurde die Ecke übernommen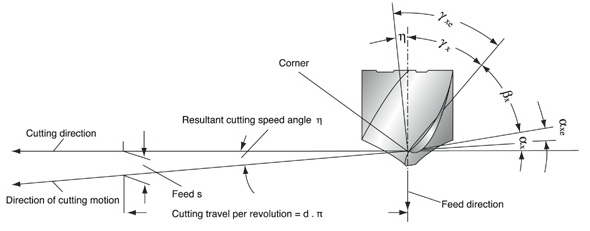
α x =Seitenfreiwinkel (Alpha)
α xe =Effektiver Seitenfreiwinkel
β x =Seitenkeilwinkel (Beta)
γ x =Vorderspanwinkel (Gamma)
γ xe =Arbeitsvorderspanwinkel
η=Resultierender Schnittgeschwindigkeitswinkel (Eta) Freiwinkel α, Keilwinkel β und Spanwinkelγ werden in der orthogonalen Ebene des Werkzeugs gemessen. Einzelheiten siehe DIN 6581, Definitionen der Zerspanungstechnik; Geometrie an der Werkzeugkante.
9). Bahndicke K
Prüfwerte: Die Bahndicke nach Bild 1 darf den in Bild 2 angegebenen Mindestwert k nicht unterschreiten min .
Testpunkt: An der Spitze des Bohrers.
Prüfmittel: Schieblehre mit Messpunkten.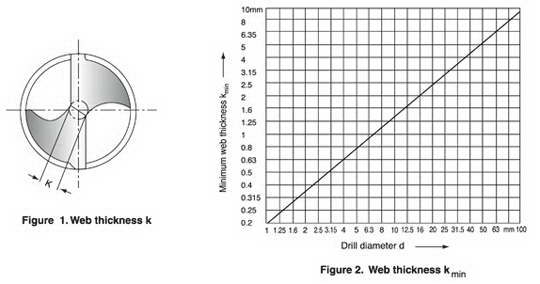
10). Randbreite bα
Prüfwerte: Die Stegbreite gemäß Abb.3 muss innerhalb der in Abb.4 angegebenen Grenzwerte liegen
Prüfpunkt: 5 mm hinter der Ecke
Prüfgerät: Schieblehre 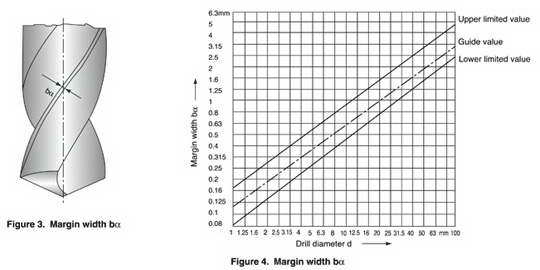
11). Winkel bei Spiralbohrern
(1) Spanwinkel γ f (Schrägwinkel) Empfohlener Prüfwert: Empfohlene Bereiche abhängig von den Werkzeugtypen N, H und W nach DIN 1836 und dem in Abb. 5 enthaltenen Durchmesser des Bohrers
Prüfpunkt: An der Ecke, siehe Abb. 6
Prüfmittel: Gemäß VDI-Richtlinie 3331 Blatt 1, Abschnitt Randbreite bα
Hinweis: der Spanwinkel γ f gemessen Anstelle des orthogonalen Spanwinkels γ wird o liegt in der Keilmessebene (siehe DIN 6581), da sich diese entlang der Schneide verändert (zur Bohrerspitze hin kleiner wird)
(2) Spitzenwinkel σ
Prüfwert: Übliche Ausführung für Werkzeugtypen N und H:σ =118°, für Werkzeugtyp W:σ =130°
Prüfpunkt: An der Schneide, siehe Abb.7.
Prüfmittel: Gemäß VDI-Richtlinie 3331 Blatt 1, Abschnitt Randbreite b α
12). Nachschärfen von Spiralbohrern
(1) Bohrer sind unregelmäßig abgenutzt. Es sollte geschärft werden, bevor übermäßiger Verschleiß auftritt. (2) Nachschärfen
① Schleifen Sie den richtigen Spitzenwinkel entsprechend Ihrer Anwendung. (Abbildung 8)
② Überprüfen Sie, ob beide Schneidlippen den gleichen Winkel haben. An einem 130°-Punkt sollte jede Lippe einen Winkel von 65° zur Achse haben. Die Spitze muss in der Mitte liegen, d. h. die Meißelkante muss Schneidlippen gleicher Länge erzeugen. (Abbildung 8)
③ Primäre Freifläche und sekundäres Spiel schleifen (Abbildung 9)
④ Stegverdünnung schleifen (Abbildung 10)
13). Web-Ausdünnung
(1) Ohne Verdünnung.
Geeignet für Bohrer für allgemeine Zwecke. Dank der geringen Bahndicke ist eine Bahnausdünnung nicht erforderlich.
Dieser Typ ohne Stegverdünnung wird für die Konstruktion von Bohrern für Weichstahl, legierte Stähle, Gusseisen, rostfreien Stahl, Titan, Inconel usw. und herkömmliche Schnittbedingungen angewendet.
(2) Ausdünnung Typ C (DIN 1412 FORM C, SPLIT POINT)
Da Split Point eine gute Zentrierung
beim Bohren ermöglicht und die Späne bricht, ist die Spanentfernung einfach.
Geeignet für Bohrerdesign in hochgehärteten, zähen Materialien, z. B. wärmebehandelter Stahl, Titanlegierung, rostfreier Stahl, Incoroy-Inconel, Nimonic usw.
(3) Ausdünnung Typ R (HEI.ICAL THINNING)
Spiralförmige Ausdünnung sorgt für häufiges Brechen und Entfernen der Späne. Die unterschiedlich gerichtete Kraft der Schneidkanten und der spiralförmigen Ausdünnungsteile sorgt dafür, dass sich die Späne kräuseln, brechen und durch die Spannuten abtransportiert werden. Darüber hinaus sorgt die spiralförmige Verdünnung dafür, dass der Span bis zur Mitte reicht, der Meißel entfernt wird und eine gute Zentrierung ermöglicht wird. (4) Verdünnung Typ A (DIN1412 FORM A)
Eine Verdünnung vom Typ A sorgt für dünne Meißel, gute Spanabfuhr und günstige Zentrierung.
Dieser Typ ist der einfachste Typ zum Schleifen der Ausdünnung. Bei Schmalsteg- und Breitnutbohrern ist die Beibehaltung der Steifigkeit und eine gleichmäßige Spanabfuhr möglich. (5) Ausdünnung Typ B (DIN1412 FORM B)
Bei Arbeitsmaterialien mit geringem Schnittwiderstand und guter Spanabfuhr, z. B. Gusseisen, Aluminium, Kunststoff usw., ist eine Ausdünnung Typ B geeignet.
Insbesondere wenn Bohrer für hochgehärtete Stähle entwickelt werden, wird dieser Typ verwendet, um den Spanwinkel zu verringern und ein Absplittern der Schneidlippen zu vermeiden.